

You cant beat professional work:
Whilst the best way to get a professional finish is to send your parts to a professional electroplater, often the practicality and cost involved is restrictive. More common for todays home plater is the fact that parts are small and easily lost and frequently hard to replace. Home and hobby plating is becoming more and more popular . Whether it’s for one-off projects or more frequent use, this site may well be the answer!
The Process
What do I need?
Whatever plating process you are planning, your work will need to be clean. There are many ways in which you can clean your parts before plating but the process should NEVER be taken lightly and replacing formulated products for “something I’ve got in the shed” is rarely worth it. A good cleaner will be one of the cheapest purchases a home plater can make but one of the most important

Rinse
Once your work is clean you will need to ensure that it is thoroughly swilled before moving to a subsequent process -in fact it is important to note that your parts will nearly always need to be swilled thoroughly between processes. It is therefore extremely important to ensure that you have an appropriate swilling method and what’s more, ensure that you read and understand all process instructions before use.

Power
One thing your electro plating will need is electricity! Power, more importantly, current is what makes the magic happen! Electroplating is carried out industrially by using very large rectifiers which can produce the right amount of current for large amounts of work. The home plater, using a standard domestic supply is never going to be able to plate large parts as the current required is simply too high, but small parts can quite easily be plated using small power supplies and many users employ quite crude methods yet get some great results. Ideally home platers should be using a controllable power source which enables current adjustment, however with a bit of experimentation and know-how many use battery chargers to great effect. Remember that electricity clearly has its dangers and should not be taken lightly -always employ an appropriate and safe method of power supply.
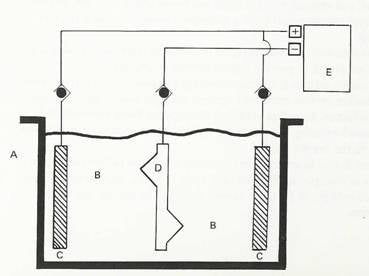
Effective plating diagram
This picture shows a very basic diagram of a plating tank. Here we can see what is required for effective plating.

Contact us
Whilst there is a lot of information available online, we will try not to overload users of this web site with information which may not always be needed, so if there is a question you may have regarding you electroplating, please feel free to contact us.