


Aluminium
Etching
The etching of Aluminium is a very common process and reasonably simple to perform. Often aluminium process needs to be performed very carefully and can often be etched accidentally by inappropriate chemistry. However, controlled etching is an important process in aluminium treatment and our etch products are used in industrial practices every single day.
The Youplate Aluminium Etch is not just a base material, but a formulated product which allows for the controlled etching of components which being formulated using chelating agents to allow for a long bath life and avoid inevitable metal composition in the solution which will ruin a solution. The nature of the formula allows for dissolved aluminium to create a “complex” which does not produce hard deposits within the tank and will allow for a long bath life and therefore saving costs. The etch solution can also be used to remove anodising and “alochrome” coatings on the surface of components.
Aluminium etching products
-
Aluminium ACUbond Zincate Solution
Regular price £19.00 GBPRegular priceUnit price per -
Acidic Cleaner, 1 Litre
Regular price £12.99 GBPRegular priceUnit price per -
Aluminium Acuseal 30 - Low temperature anodising sealer (200g)
Regular price £9.49 GBPRegular priceUnit price per -
18G High Grade Aluminium Wire
Regular price £6.99 GBPRegular priceUnit price per -
Aluminium De-Smut, HyperBrite Deox AL
Regular price From £9.99 GBPRegular priceUnit price per -
High Grade Lead Anodes / Cathodes
Regular price £9.00 GBPRegular priceUnit price per






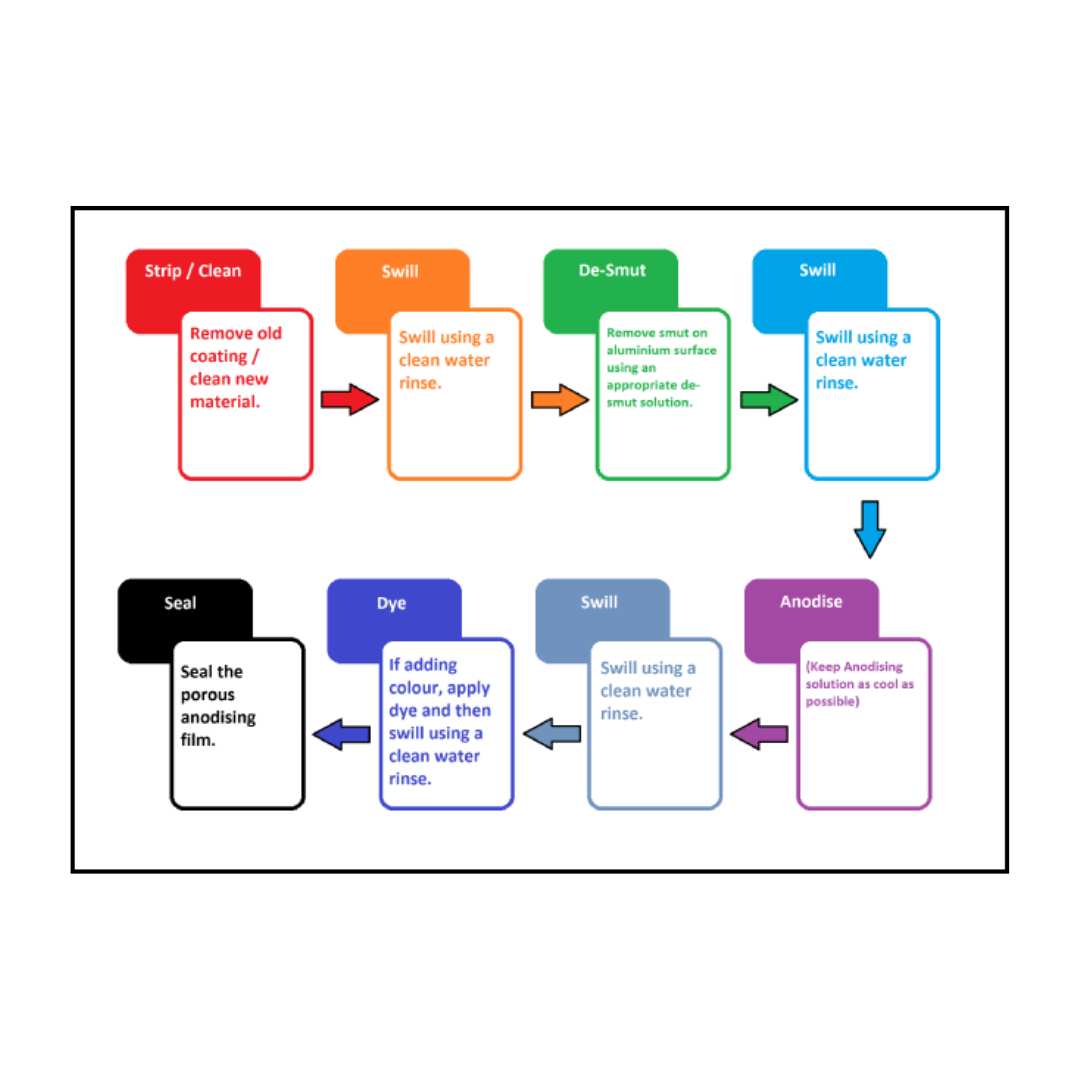
Aluminium
Anodising
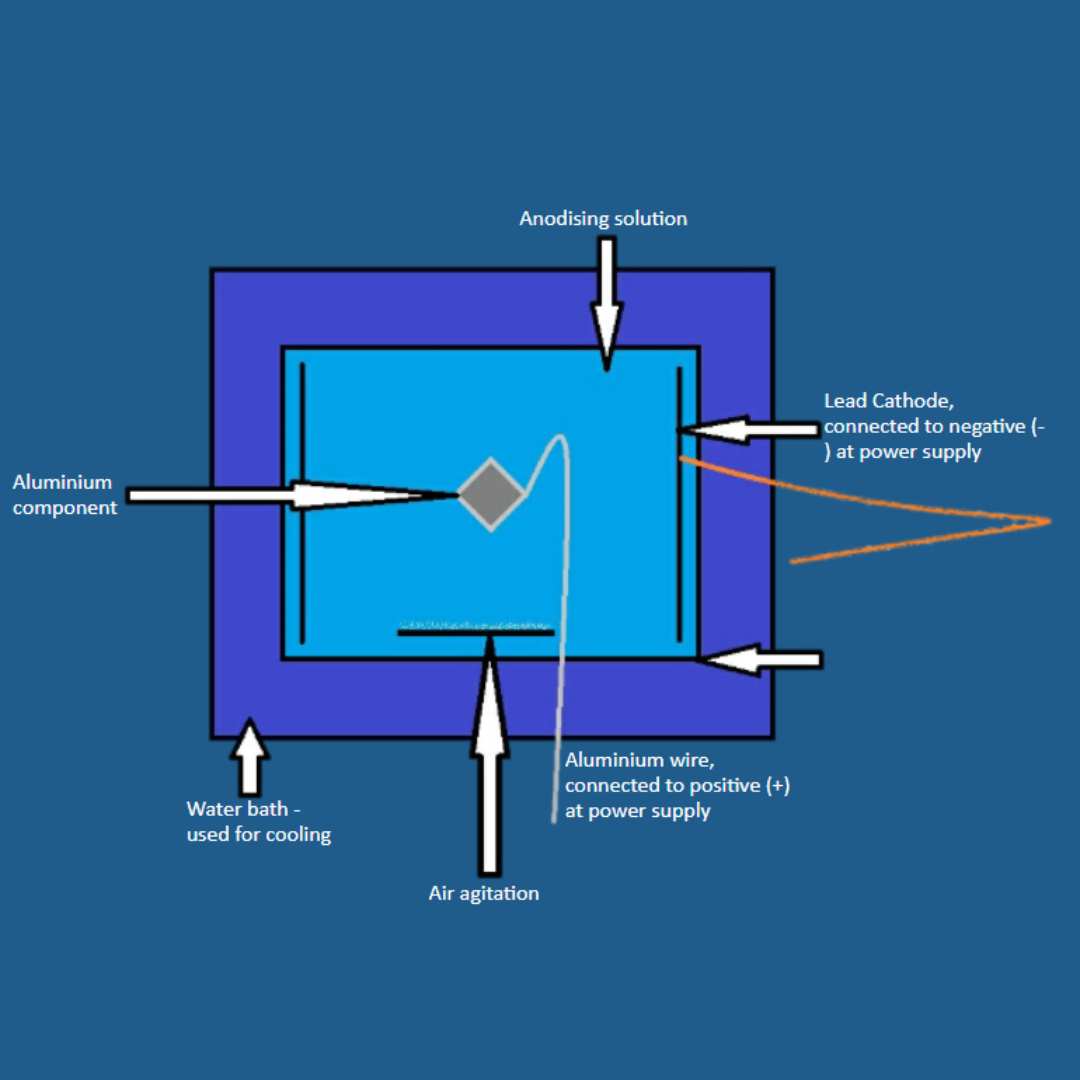
This is a diagram detailing a basic home set-up for an anodising process. The process is electrolytic and unlike standard electroplating, the treated articles must be connected to the positive connection at the power source. The treated articles are the ANODE. The Cathode (negative) this must be made from high quality lead.
Current Density 10 – 15 amps / ft²
Voltage Up to 16 Volts for normal anodising
Temperature Up to 30°C (cool to below this temperature)
Agitation Vigorous air agitation is recommended to attain consistent results. Ensure the material used is resistant to acid.
Time 30 minutes – 1 hour (Anodising film thickness will often stop increasing after 90 minutes.)
Zincate

Contact us
Whilst there is a lot of information available online, we will try not to overload users of this web site with information which may not always be needed, so if there is a question you may have regarding you electroplating, please feel free to contact us.